
Způsobilost procesu je jeden z nejdůležitějších procesních parametrů, který udává jeho dlouhodobou schopnost dodávat výstup v rozmezí tolerovaných hodnot či specifikovaného standardu (tak jak to zákazník požaduje). Vyjadřuje nejen to co požaduje zákazník, ale i to co je proces schopen nabídnout více
Důvodů proč způsobilost procesu počítat je hned několik. Nejvýznamnějším je odpověď na otázku, zda můj proces plní zákaznické požadavky, či jakou zmetkovitost či jinou míru neshod mohu v procesu očekávat.
Ukazatelem způsobilosti procesu je tzv. index způsobilosti. Tato charakteristika koresponduje s chybovostí v procesu a umožňuje nám, tak různé procesy porovnávat. Indexy způsobilosti se značí Cp a Cpk u spojitých dat, někdy se využívá i indexů výkonnosti Pp a Ppk. U atributivních dat se používá DPMO (z angl. Defects per Milion Opportunities), někdy také ppm (Parts Per Milion).
Výpočet Cp a Cpk
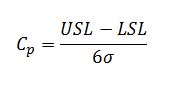
Index způsobilosti Cp určuje okamžitou způsobilost procesu. Vyjadřuje poměr mezi tolerančními limity a variabilitou procesu. Předpokladem pro výpočet je normalita vstupních dat. Nevýhodou indexu Cp je fakt, že nebere v potaz polohu dat.
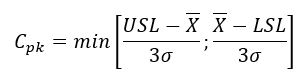
Index způsobilosti Cpk bere v potaz polohu procesu a uvádí tak skutečný obraz toho co proces dosáhl.
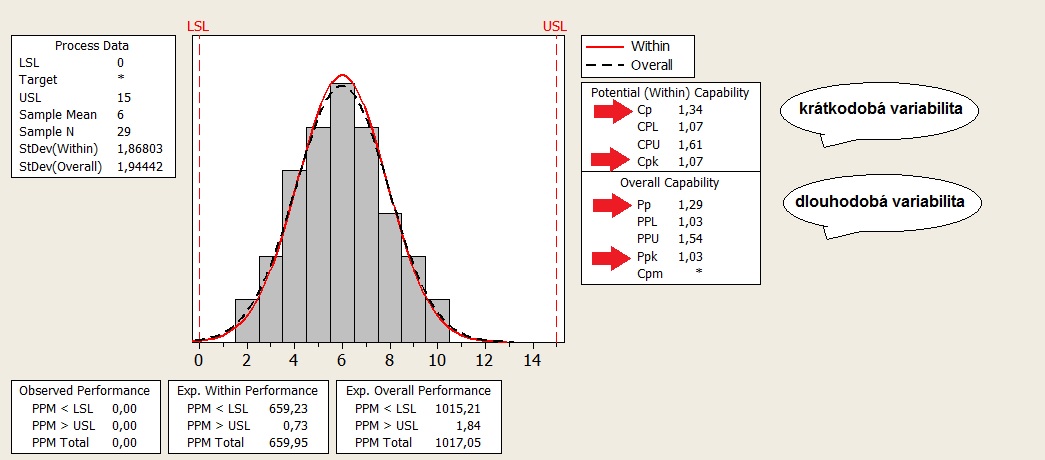
Další vhodným způsobem pro výpočet je způsobilosti proces je pomocí statistického softwaru. Na obrázku níže je krátkodobá i dlouhodobá variabilita procesu zobrazena v nástroji Minitab.
Na obrázku je graficky zobrazen běžný vs ideální proces. Kdy v obou případech jsou hranice procesu dány hlasem zákazníka LSL a USL. U běžného procesu se poloha dat “pohybuje” mezi hranice procesu či mírně hranice překračuje, kdežto v případě ideálního procesu je poloha dat vždy stejná.
Jaké mají tedy být hodnoty Cp a Cpk?
Tabulka níže uvádí orientační procesní způsobilost v závislosti na průmyslovém odvětví, složitosti procesu a požadavku zákazníka. Maximální hodnota, které indexy Cp a Cpk mohou dosáhnout je 2 a to nastává v případě, že dosáhneme procesu Six Sigma. Běžně se ve výrobním procesu automobilového průmyslu setkáváme s hodnoty Cp a Cpk kolem 1. Doporučenou hodnotou bývá hodnota větší než 1, v případě automotive to je více a v případě letectví více více . Ve službách je běžně kolem 1,5, avšak může se různit, zaznamenali jsme i hodnoty kolem 0,5. Hodnota Cp musí být vždy větší než Cpk. Cp > Cpk !
| Proces | Minimální procesní způsobilost (dvoustranná) | Minimální procesní způsobilost (dvoustranná) |
| Stávající proces | více | více |
| Nový proces | 1,50 | 1,45 |
| Bezpečný proces | 1,50 | 1,45 |
| Bezpečný nový proces | více | více |
| Six Sigma proces | 2,00 | 2,00 |
